Lösungen zur Vermeidung von Aluminiumgussfehlern
“Gussqualität beginnt mit Schmelzequalität.”
Wir beheben die Gussfehler, die Sie schon aufgegeben hatten. Klinik für Fehlerbehebung im Aluminiumguss & Schmelzeoptimierung mittels Thermischer Analyse
Analyse & Diagnose der Schmelzequalität

Die Thermische Analyse überwindet die Grenzen der Strömungssimulation. Was ist die entscheidende Ursache, die Simulationen nicht berücksichtigen?
Die Bekämpfung von Aluminiumgussfehlern, die durch Masseln (Ingots) oder die Schmelze verursacht werden, ist die Spezialität von KANAE. Oxide in der Schmelze können „gut“ oder „böse“ sein. Unsere Technologie der Thermischen Analyse hat sogar die Existenz von „Defekten durch zu reine Schmelzen“ nachgewiesen – ein Phänomen, das bisher kaum bekannt war.
Die reale Fertigung ist kein steriler Zustand wie in einem kontrollierten Labor. Deshalb bieten wir keine Theorien für ideale Umgebungen, sondern Technologien, die auf die „Realität der Fertigung“ mit ihren Verunreinigungen und Schwankungen zugeschnitten sind. Denn die Praxis birgt komplexere Wahrheiten.
[Defekte, die durch Thermische Analyse entschlüsselt werden können]
Harte Einschlüsse (Hard Spots), Inklusionen
Lunker (Shrinkage), Mikroporosität, Mischporosität
Kaltlauf (Misrun), Kaltschweißstellen (Doppelhaut)
Ecklunker & Risse, Undichtigkeiten (Leckage)
Verschlechterung der mechanischen Eigenschaften (Zugfestigkeit, Dehngrenze, Dehnung, Härte)
Unwirksame T6-Wärmebehandlung (Kein Härtungseffekt)
Zusätzlich zu diesen vielen Fehlerursachen beziehen wir heute auch die Korrelation mit Wasserstoffgas in unsere Analyse ein.
Materialanalyse & Unterstützung bei der Prozessoptimierung

Warum verschwinden Gussfehler trotz Strömungssimulation nicht? Weil ein entscheidender Faktor nicht berücksichtigt wird.
Analytische Kompetenz mit weltweiter Erfahrung Wir haben Aluminiumlegierungsmasseln (Ingots) aus Japan, China, dem Nahen Osten, Europa und der ganzen Welt analysiert. Jedes Herkunftsland und jeder Hersteller hat seine „Eigenheiten“. In Werken, die Oxide oder Silizium nicht streng kontrollieren, können sich die Eigenschaften allein durch den Wechsel der Jahreszeit oder der Charge (Lot) drastisch ändern.
Gute Qualität auch mit „günstigem Material“ Die Thermische Analyse der Massel zeigt, welche Schmelzebehandlung für einwandfreie Gussteile erforderlich ist. Selbst wenn Sie zur Kostensenkung günstige Masseln oder 100 % Kreislaufmaterial verwenden, ermöglicht die Thermische Analyse die beste Auswahl und Behandlung.
Schulungen zur Verankerung der Technologie Auf Wunsch führen wir Bestandsaufnahmen vor Ort durch und erläutern basierend auf den Analyseergebnissen die optimale Schmelzebehandlung. Wir bieten auch regelmäßige Follow-up-Schulungen an, damit sich das Know-how nachhaltig in der Fertigung etabliert.
Beauftragen Sie uns zunächst mit einer Ingot-Analyse. Wenn möglich, senden Sie uns bitte auch Kreislaufmaterial und das aktuell verwendete Flussmittel zu. So können wir einen präziseren Diagnosebericht erstellen, der die realen Bedingungen Ihrer Produktion widerspiegelt.
Thermisches Analysesystem

Das professionelle Analysesystem, das wir bei unserer technischen Beratung einsetzen, steht nun auch Ihnen zur Verfügung. Der größte Vorteil ist die „Visualisierung“ (Quantifizierung) der Aluminium-Schmelzequalität.
Anstatt sich auf Bauchgefühl oder Erfahrung zu verlassen, legt die Produktionsplanung Qualitätsgrenzwerte (Scores) fest, die von der Gießerei eingehalten werden. Dies ermöglicht es der Produktionsplanung und der Fertigung, auf einer gemeinsamen „Zahlenbasis“ zu kommunizieren. Das Ergebnis ist eine stabilere Qualität und eine direkte Reduzierung der Ausschussquote.
Präzisions-Probenbecher für die Thermische Analyse

Präzise Messungen beginnen mit einem exakt berechneten „Probenbecher“. Die Becher von KANAE wurden speziell für die thermische Analyse von Aluminiumschmelzen optimiert. Dabei wurden Korngröße, Gewicht und die Wärmeableitungsstruktur des Sandes perfekt abgestimmt und ein hochpräzises Thermoelement integriert.
Diese Messgenauigkeit, die nur durch ein dediziertes Design erreicht wird, lässt sich mit Bechern für Gusseisen oder billigen Nachahmungen keinesfalls reproduzieren.
Ultra-Schnell-Vakuum-Erstarrungsanlage

Eigentlich dient eine Vakuum-Erstarrungsanlage dazu, Gas im Inneren einzuschließen, um es zu bewerten. Herkömmliche Geräte evakuieren jedoch zu langsam, sodass das Gas über die Oberfläche entweicht, bevor das Metall erstarrt. Das ist genau so, als würde man den Kohlensäuregehalt einer „abgestandenen Cola“ messen.
In der Praxis sieht man oft, dass der Druck noch langsamer abgesenkt wird, um ein „Aufspritzen der Blasen“ zu verhindern. Das ist jedoch kontraproduktiv. Das Aufspritzen ist ein Beweis dafür, dass überschüssiges Gas vorhanden ist. Wenn man die Geschwindigkeit drosselt und das Gas entweichen lässt, zeigt die Analyse zwar „Werte im Normbereich“, aber das tatsächliche Gussteil weist Gasdefekte auf. Ein gefährlicher Widerspruch.
Dank unserer „Schnellvakuum-Technologie“, die dem Gas keine Zeit zum Entweichen lässt, können Sie den „wahren Gasgehalt“ ohne Verfälschung bewerten.
Gerandrohr-Prüfgerät für das Fließvermögen

Dank des Glasrohrs ist der Fluss „sichtbar“. Die Messung verläuft reibungslos.
Dieses Gerät bewertet das Fließvermögen (Fließlänge) von Aluminiumschmelzen und den Einfluss verschiedener Gießbedingungen (wie Temperatur), Oxide und Additive. Das wichtigste Merkmal ist die Verwendung von Pyrex™ (hitzebeständiges gerades Glasrohr) im Messbereich.
Im Gegensatz zur herkömmlichen „Spiralprobe“ (Spiraltest), bei der ein Vergleich mit Standardproben schwierig ist, sind die Probenbeobachtung und die Längenmessung hier extrem einfach. Dies reduziert den Prüfaufwand und ermöglicht eine präzisere vergleichende Bewertung.

Flussmittel-Dosiergerät (Flux Feeder)
Eine manuelle Flussmittelbehandlung prozesssicher durchzuführen, ist keine leichte Aufgabe. Es ist erforderlich, die Schmelze nicht nur an der Oberfläche, sondern vom Ofenboden aus 10 Minuten lang vollständig umzurühren. Dieser Vorgang führt leicht zu Qualitätsunterschieden zwischen den Bedienern. Besonders im Sommer ist dies Schwerstarbeit, die zudem ein Verletzungsrisiko birgt.
Mit diesem Dosiergerät (Feeder) können auch Berufseinsteiger oder körperlich schwächere Mitarbeiter eine Behandlungsqualität auf dem Niveau eines erfahrenen Veteranen erreichen. Probleme herkömmlicher Geräte wie „Verstopfungen“ oder „ungleichmäßige Ausgabe“ wurden behoben. Das „wirklich praxistaugliche Dosiergerät“ von KANAE reduziert die Arbeitsbelastung, hilft bei der Vermeidung von Mitarbeiterfluktuation, beschleunigt die Einarbeitung neuer Mitarbeiter und realisiert die Standardisierung der Arbeit sowie eine stabile Qualität.
Flussmittel für moderne Gießprozesse
Das Umfeld der Aluminiumgießerei verändert sich drastisch. Faktoren wie die „Absenkung der Haltetemperatur“ zur Energieeinsparung, der Trend zum „Gigacasting“ und Schwankungen in der Materialbeschaffenheit je nach Herkunft der Masseln (Ingots) verändern die Spielregeln.
Absenkung der Haltetemperatur (Energieeinsparung / CO2-Reduktion)
Anstieg der Formtemperatur und veränderte Kühlzyklen
Komplexe Designs und der Aufstieg des Gigacasting
Qualitätsschwankungen bei Masseln je nach Produktionsland, Hersteller oder Charge (Lot)
Da herkömmliche Methoden bei diesen Veränderungen nicht mehr greifen, hat KANAE seine Flussmittel komplett neu konzipiert. Durch konsequente Thermische Analyse und wiederholte Feldversuche liefern wir Flussmittel, die für das „moderne Gießerei-Umfeld“ optimiert sind.
Kornfeinungsmittel & Veredelungsmittel (Si-Veredelung / Mg-Schutz)

Hochwertige Kornfeiner und Veredler mit minimierten Verunreinigungen.
Wir bieten Aluminium-Kornfeinungsmittel (Ti-B) und verschiedene Veredelungsmittel (B/Sr/Be etc.) an. KANAE führt ausschließlich streng selektierte Produkte von höchster Reinheit, die nachweislich gegen Lunker (Shrinkage) und Undichtigkeiten (Leckagen) wirken.
Indem wir das Risiko von Defekten ausschließen, die durch die Zusatzstoffe selbst verursacht werden, realisieren wir eine präzise Gefügesteuerung genau nach Vorgabe. Dies sind Additive in Profi-Qualität für Gießereien, die Gussfehler ernsthaft reduzieren wollen.
Aluminiumguss-Klinik
~ Frag Kanae! ~
Charaktere
Nagisa (Mitglied der Gießerei-Abteilung im zweiten Jahr) Hell und positiv. Lässt sich von Fehlschlägen nicht entmutigen und geht Verbesserungen direkt an. Neugierig und stürzt sich sofort auf neue Technologien. Spricht etwas schnell und zeigt ihre Gefühle offen. Eine MINT-Frau*, die numerische Analysen liebt. Eine Notiz-Fanatikerin, die sehr genau ist. Die Protagonistin, die ihr Verständnis durch praktische Erfahrungen vertieft und von den Erkenntnissen durch LEIBNIZ begeistert ist.
Yamasaki (Geschäftsführer von Yamasaki Leichtmetallguss) Ende 50. Geschäftsführer. Streng bei Zahlen und Qualität, aber eine menschlich große Persönlichkeit, die sich mehr als jeder andere über das Wachstum der Mitarbeiter freut. In Besprechungen scharf, in der Werkstatt sanft. Hobbys sind Autofahren und Gartenarbeit. Außergewöhnlich stark im Datenmanagement. Die Schlüsselfigur hinter der Einführung von LEIBNIZ. Der anspruchsvolle Anführer, der im Laufe der Geschichte wichtige unternehmerische Entscheidungen trifft.
Yamasaki (Geschäftsführer von Yamasaki Leichtmetallguss) Ende 50. Geschäftsführer. Streng bei Zahlen und Qualität, aber eine menschlich große Persönlichkeit, die sich mehr als jeder andere über das Wachstum der Mitarbeiter freut. In Besprechungen scharf, in der Werkstatt sanft. Hobbys sind Autofahren und Gartenarbeit. Außergewöhnlich stark im Datenmanagement. Die Schlüsselfigur hinter der Einführung von LEIBNIZ. Der anspruchsvolle Anführer, der im Laufe der Geschichte wichtige unternehmerische Entscheidungen trifft.

Kanae (Leitende Ingenieurin bei KANAE Hi-Tec) Technische Support-Ingenieurin bei KANAE Hi-Tec. Sie erklärt Dinge stets höflich und logisch. Sie hat ein wahres „Otaku“-Temperament und liebt die thermische Analyse über alles. Sie mag statistische Mathematik und Python. Sie fungiert sowohl als Produktführerin als auch als Maskottchen und vermittelt in ihrer erklärenden Rolle ein Gefühl von technischer Sicherheit und Vertrauen.
Episode 1: Die unaufhörlichen Rückläufer

Nagisa: "Schon wieder ein Lunker... Der Auftraggeber hat uns auf die harten Einschlüsse hingewiesen, also haben wir die Flussmittelmenge erhöht und uns bei der Behandlung wirklich Mühe gegeben. Aber warum werden die Fehler einfach nicht weniger...?"
Minato: "Nagisa, klebst du schon wieder an deinem kleinen Büchlein? Hier in der Fertigung zählen Erfahrung und Bauchgefühl. Ich verstehe ja, dass du etwas verändern willst. Aber wenn der Ausschuss deswegen steigt – hältst du dann deinen Kopf dafür hin?"
Nagisa: "Chef! Die Schmelztemperatur und die anderen Gießbedingungen sind unverändert. Es ist merkwürdig, dass das Problem trotz der massiven Erhöhung des Flussmittels weiter besteht. Es muss eine Ursache geben, die wir übersehen..."
Minato: "Diesem ‚übersehenen Etwas‘ hinterherzujagen, ist ein Fass ohne Boden. So tickt Aluminium nun mal. Das war schon immer so."

Minato: "Jedenfalls werde ich die nächste Charge mit meinem ‚Bauch-Computer‘ feinjustieren. Du hältst dich da raus, Nagisa."
Episode 2: Präsident Yamasaki und der Handelsvertreter

Yamasaki: "Ich habe doch angeordnet, die Gussfehler zu beheben, aber die Quote steigt schon wieder. Das frisst unseren Gewinn auf, dazu kommen noch die Kosten für Bearbeitung und Werkzeugbruch. Bei so vielen Rückläufern können wir nicht alles wieder einschmelzen, und der Schrottwert ist ein Witz – wir kriegen das für 'nen Appel und ein Ei los. Ich habe Minato den Mund fusselig geredet, dass Chargenschwankungen tödlich für uns sind... Qualitätsschwankungen stoppen das Band beim Kunden und zerstören das Vertrauen. Noch sind sie nicht explodiert, aber das ist eine tickende Zeitbombe..."

Yamasaki: "Allein mit der Erfahrung unserer Veteranen stoßen wir an Grenzen... (Also gut, entschieden. Ich werde diesen technischen Beratungsservice ausprobieren, den mir Herr Ohno von XX Industrial empfohlen hat. Sein selbstbewusster Spruch ist mir im Gedächtnis geblieben: ‚Der Preis mag erst hoch erscheinen, aber durch weniger Ausschuss macht es sich im Nu bezahlt. Außerdem lernen Ihre Mitarbeiter dabei etwas, also ist es auf lange Sicht ein Gewinn.‘)"

Yamazaki: "Ah, hallo Shohei. Tja... Abteilungsleiter Minato meinte, wir sollten lieber auf Nummer sicher gehen und beim gewohnten Mittel bleiben, deshalb haben wir es noch nicht probiert. Aber viel wichtiger: Sie hatten doch diesen technischen Support erwähnt. Könnten wir den engagieren? Wir haben versucht, die Flussmittelmenge zu erhöhen, aber es funktioniert einfach nicht."
Episode 3: Kanae

Kanae: "Herr Ohtani hat mir berichtet, dass Sie neue Erkenntnisse und Technologien in Ihren Aluminiumguss integrieren möchten. Heute erkläre ich zunächst die Schmelzequalitätskontrolle mittels thermischer Analyse, gefolgt von einem Versuch vor Ort. Je nach Ergebnis möchten Sie dann auch das Dosiergerät und das Flussmittel testen. Da es sich um einen kostenpflichtigen Service handelt, werde ich eine gründliche Untersuchung durchführen. Da einmalige Maßnahmen jedoch selten ausreichen, um das Know-how wirklich zu verinnerlichen, empfehle ich Ihnen dringend, auch unseren technischen Jahresvertrag in Betracht zu ziehen."

Kanae: "Oh, ich habe mich ja noch gar nicht richtig vorgestellt! Ich bin Kanae von KANAE Hi-Tec. Freut mich sehr, Sie alle kennenzulernen!"
Minato: "Frau Kanae, ja, ja, freut mich. (Schon wieder so ein 08/15-Berater. Was für einen Floh hat sie dem Chef ins Ohr gesetzt? Bestimmt muss ich mir jetzt wieder nutzloses akademisches Geschwafel anhören. So ein Mist! Ich habe dem Chef doch gesagt, dass ich das regele!)"
Nagisa: "Moment, Kanae ... von KANAE Hi-Tec!? (Juhu! Ich liebe es, Neues zu lernen! Das wird spannend!)"
Kanae: "Jep, genau die! Packen wir's an!"

Kanae: "Gut, dann gehen wir die Schmelzequalitätskontrolle mittels thermischer Analyse durch. Das Aluminium-Silizium-Zustandsdiagramm kennen Sie ja sicher, oder?"

Kanae: "Sehen Sie die weiße Linie links? Das ist das Standard-Al-Si-Zustandsdiagramm, das Sie kennen. Es basiert auf theoretischen Daten reiner Materialien aus einem klimatisierten Labor. Aber echte Produktionsbarren enthalten Verunreinigungen – selbst innerhalb der JIS- oder ASTM-Normen –, wodurch sich die Kurve auf diese rote Linie verschiebt.
Mit anderen Worten: Die Schmelze erstarrt nicht bei der Temperatur, die Sie annehmen. Und Sie wissen genau, welche Defekte durch verzögerte Erstarrung entstehen. Wir gießen schließlich nicht im Labor, sondern in der realen Welt! Finden Sie nicht auch, Herr Minato?
Das rote Zustandsdiagramm links ist über diese blauen gepunkteten Linien mit der Abkühlkurve rechts verbunden. Im Grunde zeigt die Abkühlkurve die realen Temperaturänderungen des Diagramms, aufgetragen über die Zeit auf der X-Achse. Die Y-Achse ist die Temperatur, genau wie im Diagramm. Man kann die Primärkristalle und das Eutektikum von AC4CH deutlich auf der Kurve erkennen.
D-a-s ist die ‚entfaltete Ansicht‘, die genau enthüllt, was das Aluminium und Silizium tun – etwas, das in keinem Lehrbuch steht. Übrigens kritzeln wir hier nicht zum Spaß Kurven. Wir führen präzise Messungen und Berechnungen durch. Schauen Sie sich die nächste Abbildung an."
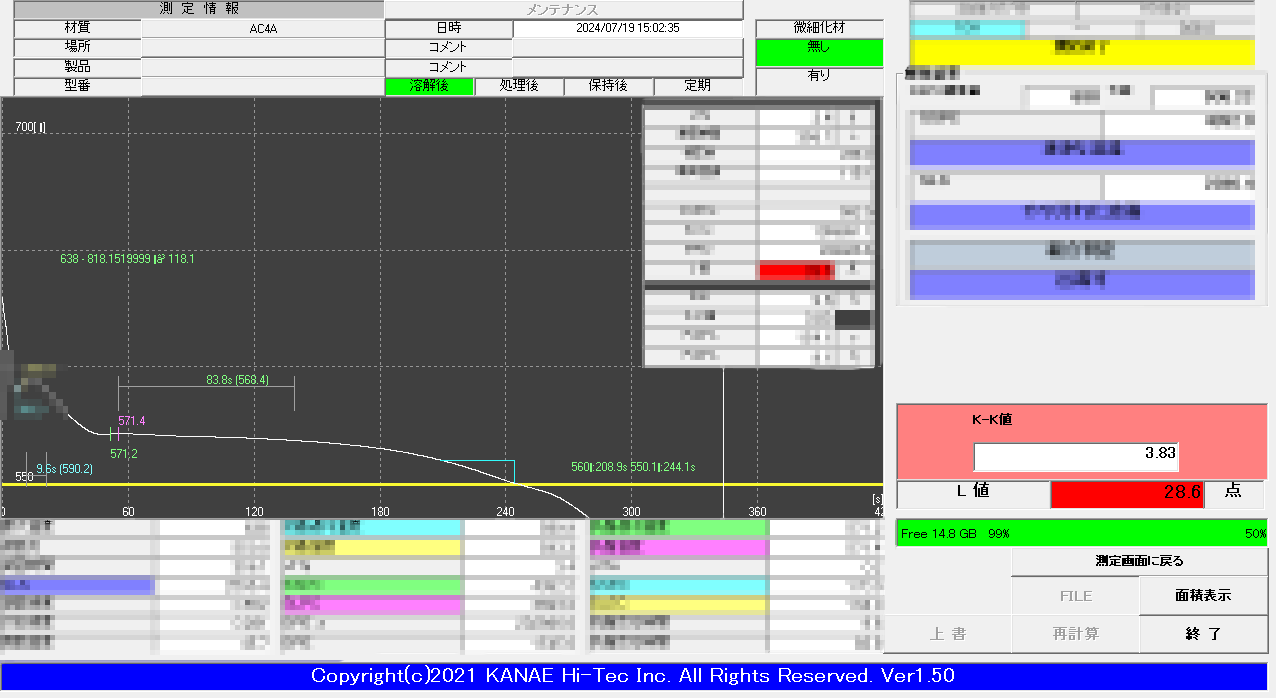
Kanae: "Dieser Bildschirm zeigt eine tatsächliche Analyse. Aus Vertraulichkeitsgründen habe ich die spezifischen Kennzahlen und Berechnungen hier unkenntlich gemacht, aber wir analysieren zum Beispiel Oxide und das Keimbildungspotenzial. Das Ausmaß dieser Elemente hat einen enormen Einfluss auf Gussfehler."
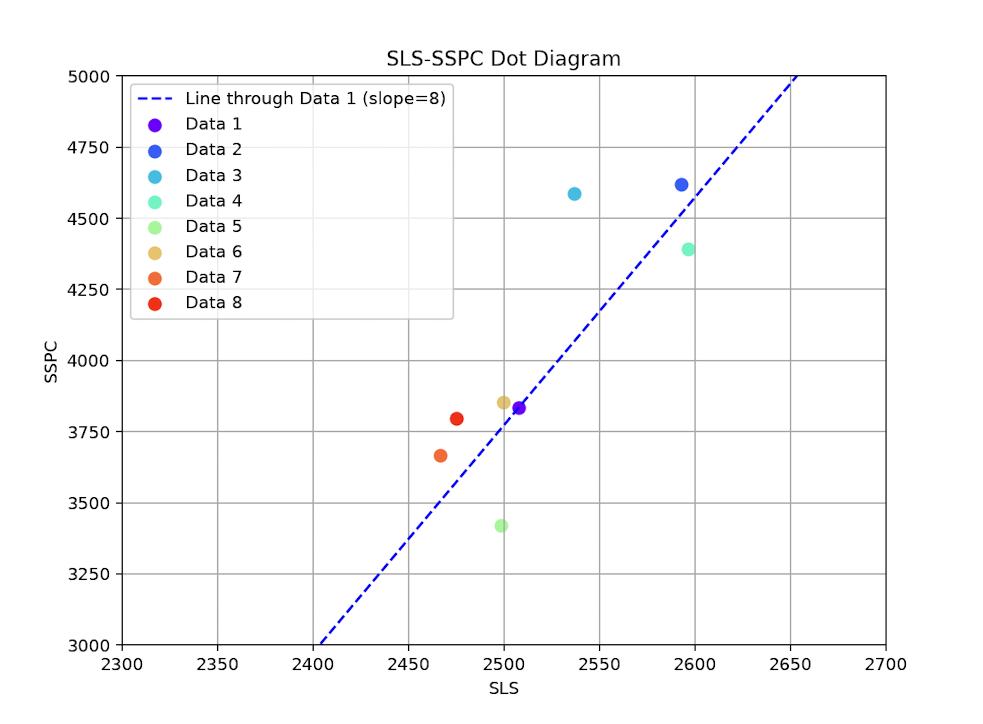
Kanae: "Dies ist ein kostenloses Python-Skript, das wir veröffentlicht haben. Geben Sie einfach die Koordinaten (x=SLS, y=SSPC) für jede Analyse ein, und es erstellt ein Punktdiagramm wie dieses. Wie man die Ergebnisse auswertet, erkläre ich in einer zukünftigen Episode, aber im Grunde können Sie durch Verfolgung der Punkte erkennen, ob sich die Schmelzequalität verbessert oder verschlechtert. Dies ermöglicht eine wissenschaftliche Auswahl von Barren und Flussmitteln sowie die Optimierung von Flussmittelmengen und Verarbeitungsmethoden. Selbst wenn Sie kostengünstigere Materialien beschaffen, hilft Ihnen dieses Tool zu erkennen, welche Optionen am wenigsten anfällig für Defekte sind."
"SLS und SSPC sind unsere eigenen Kennzahlen. SLS bezieht sich auf die ‚lokale Erstarrungszeit‘, während SSPC mit der ‚Unterkühlung‘ zusammenhängt. Wenn Ihnen die Theorie zu komplex klingt, keine Sorge. Nutzen Sie einfach das kostenlose Python-Programm, geben Sie die Zahlen ein, und es zeichnet die Grafik für Sie. Es läuft auch auf Smartphones und Tablets, also passen Sie es gerne an und nutzen Sie es, wie Sie möchten!"
Kanae: "Sollen wir dann in die Fertigungshalle gehen?"
Präsident: "Frau Kanae, vielen Dank für die faszinierenden Einblicke. Bitte fahren Sie mit dem Plan fort. Den Rest überlasse ich dem Abteilungsleiter und Nagisa."
Episode 4: Der Versuch vor Ort
Minato: "Und? Was genau hast du vor?"
Nagisa: "Chef, vergiss das mal. Räum bitte einfach den Abschäumer weg."

Nagisa: "Das ist also der Thermoanalysator ‚Leibniz‘!!"
Minato: "Ich habe das Werkzeug weggeräumt."
Nagisa: "Gut gemacht, Chef! Du bist heute ja richtig nützlich."
Kanae: "Wie auch immer ... ich stecke das hier mal in die 230V-Steckdose. Ich verbinde das Thermoelement-Kabel mit dem eingebauten Temperaturregler ... und stelle den Probentiegel auf den Ständer."
Kanae: "Diese Schmelze wurde mit der üblichen Menge Flussmittel behandelt, richtig? Also gut, ich gieße die Schmelze jetzt in den Tiegel ..."

Kanae: "Der Trick für eine präzise Analyse ist, ohne zu zögern in einem Zug zu gießen und es überlaufen zu lassen. Dann stülpen wir einen Eimer darüber, um es vor Wind und der Umgebungstemperatur zu schützen. Das sorgt für stabile Ergebnisse, egal ob Sommer oder Winter."
5 Minuten später (Messzeit)

Nagisa: "Wie lautet das Urteil?"
Kanae: "Wie ich vermutet habe: Die Schmelze ist verunreinigt. Ich konnte es schon daran erkennen, wie die Schmelze reagiert hat, als ich die Kelle durch den Tiegel bewegt habe, aber die Oxidwerte sind definitiv hoch. Es gibt eigentlich zwei Arten von Oxiden, aber das erkläre ich ein andermal. Die Ursache ist entweder zu wenig Flussmittel, oder das Flussmittel selbst funktioniert nicht. Sollen wir versuchen, mehr Flussmittel hinzuzufügen, zu behandeln und erneut zu messen? Wenn die Ergebnisse danach schlechter werden, bedeutet das, dass dieses Flussmittel unwirksam ist."
Neuanalyse nach zusätzlicher Behandlung

5 Minuten später (Messzeit)
Kanae: "Nehmen Sie es mir bitte nicht übel, aber Ihr Flussmittel ist womöglich unwirksam – oder schlichtweg das falsche. Das hängt mit den ‚zwei Arten von Oxiden‘ zusammen, die ich erwähnt habe. Wenn das Mittel wirken würde, würde es die schädlichen Oxide entfernen, also wäre dieser Wert niedriger. Gleichzeitig würde es die Keimbildungsstellen fördern, was jenen Wert erhöhen würde. Hätten Sie null Ausschuss, wäre das egal. Aber da Sie Fehler haben, verschwinden die nicht, solange wir das nicht beheben. Wenn ich mir diese Zahlen ansehe ... haben Sie nicht auch Gasporosität und Missläufe? Es deutet auch auf interne Eigenspannungen hin, also ... Verzug nach der Bearbeitung?"
Minato: "Das können Sie alles daraus lesen?"
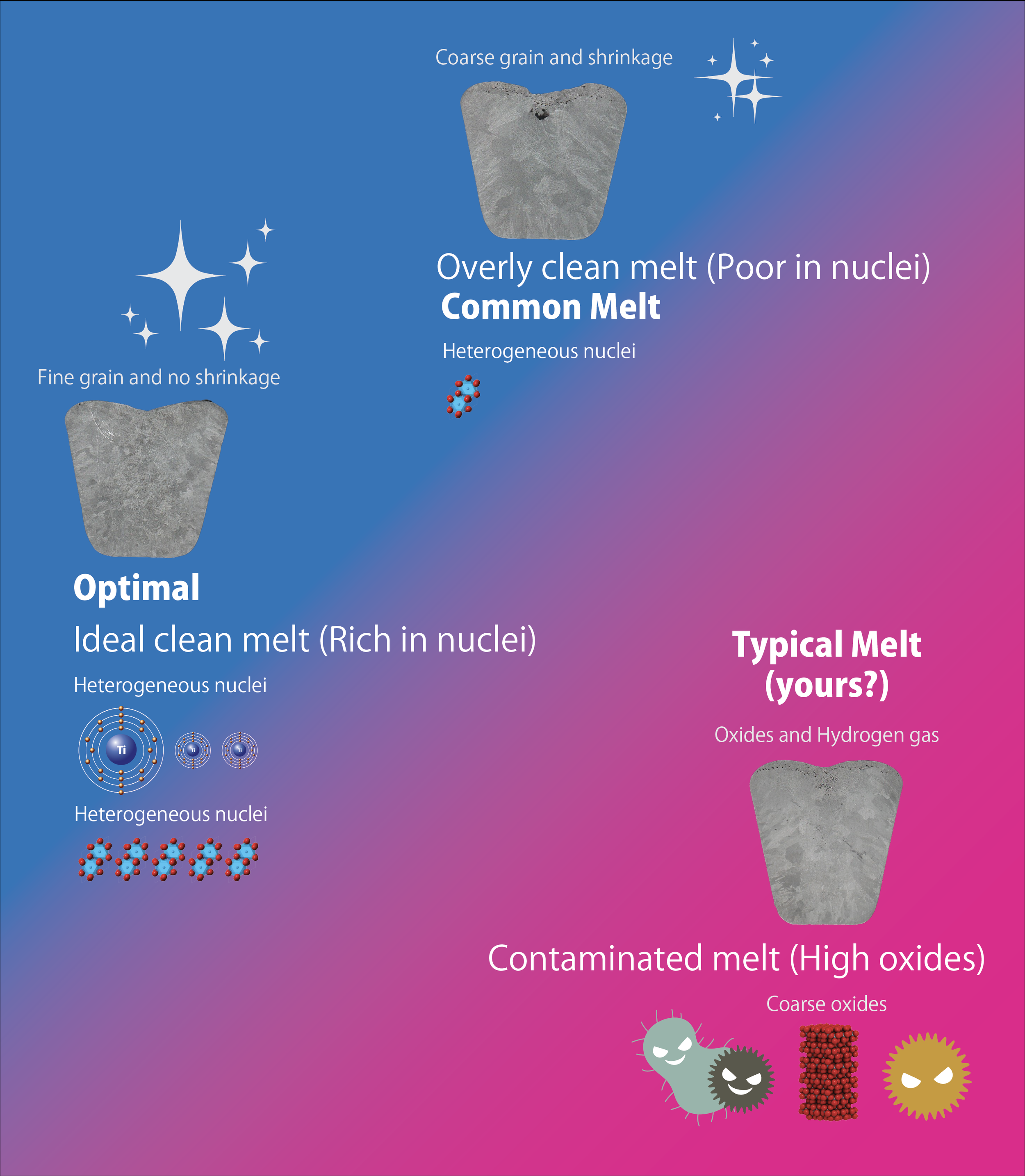
Kanae: "Ja. Wenn man die Werte in die SLS-SSPC-Matrix einträgt, wird alles sichtbar."
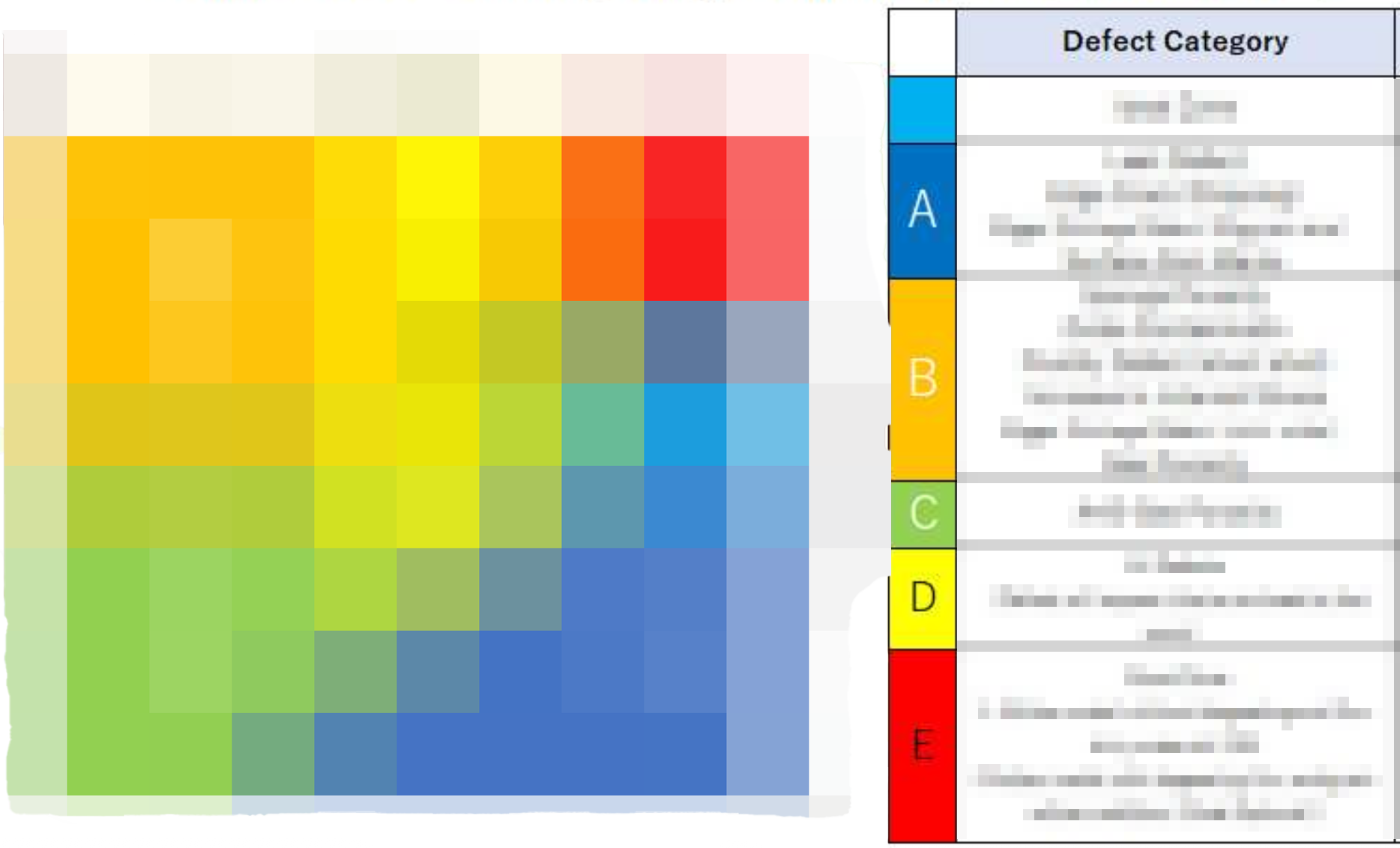
SLS-SSPC Matrix

"Es ist allgemein bekannt, dass natriumbasierte Flussmittel die Lebensdauer von Tiegeln und Öfen verkürzen. Ich erspare Ihnen jetzt die technischen Details, aber sie hinterlassen tatsächlich auch Spuren in der Schmelze.
Wir sehen hier eine charakteristische Kurve, die genau darauf hinweist. Das bedeutet, dass das Silizium beeinflusst wird ... was impliziert, dass Ihre Zugfestigkeit wahrscheinlich beeinträchtigt ist."
Episode 5: Die Lösung

Kanae: "Ich habe heute tatsächlich unser eigenes Flussmittel und das Dosiergerät mitgebracht. Unseres ist hochwirksam und hat keine dieser schädlichen Nebenwirkungen. Also, lassen Sie uns die Schmelze damit behandeln und sie noch einmal auf die gleiche Weise analysieren."
Fortsetzung folgt...
Vorschau auf kommende Themen
Auswahl von Flussmitteln und optimale ZugabemengenDer Unterschied zwischen „Beruhigen“ (Calming) und „Absetzen lassen“ (Settling)
Auswahlkriterien für Ingot-Material (Blockmetall)
Über die K-Mold-Probe (Bruchflächenprüfung)
Effektive Anwendung von Ti-B (Titan-Bor) zur Kornfeinung
Über Rotorentgasungsanlagen
Entgasungsanlagen mit integriertem Flussmitteldosierer
Über Unterdruck-Dichteproben (RPT-Geräte)
Prüfgeräte für die Fließfähigkeit (Fließlängenprüfung)
REM-Analyse (SEM) / Prüfung mechanischer Eigenschaften
Herstellung von Qualitätsprodukten aus 100% Rücklaufmaterial mittels thermischer Analyse
Broschüren

English

<New!> 2024.11 Revised

<New!> 2025.7

<New!> 2024.11 Revised

<New!> 2024.11 Revised

<New~!> 2024.11 Revised