Aluminum Casting Solutions: कास्टिंग दोष निवारण और उपाय
“बेहतर मेल्ट, बेहतर कास्टिंग”
जिस डिफेक्ट (Defect) को आपने 'लाइलाज' मान लिया था, उसका इलाज संभव है। थर्मल एनालिसिस द्वारा कास्टिंग डिफेक्ट सॉल्यूशन और मेल्ट क्वालिटी सुधार क्लिनिक
मेल्ट क्वालिटी एनालिसिस और डायग्नोसिस

थर्मल एनालिसिस ने फ्लो सिमुलेशन (Flow Simulation) की सीमाओं को पार किया। वह कौन सा निर्णायक कारण है जो सिमुलेशन में नहीं सोचा जाता?
इंगोट या पिघली धातु (Melt) के कारण होने वाले एल्युमीनियम कास्टिंग डिफेक्ट्स को ठीक करना KANAE की सबसे बड़ी विशेषज्ञता है। मेल्ट में "अच्छे" और "बुरे" ऑक्साइड होते हैं। हमारी थर्मल एनालिसिस तकनीक ने "अत्यधिक साफ मेल्ट (Overly clean melt) के कारण होने वाले डिफेक्ट्स" को भी साबित किया है, जिसके बारे में पहले बहुत कम जानकारी थी।
असली फैक्ट्री (Shop floor) किसी प्रयोगशाला जैसी 'कीटाणु रहित' नहीं होती। इसलिए हम आदर्श परिस्थितियों वाले सिद्धांतों के बजाय, "शॉप फ्लोर की वास्तविकता" के आधार पर तकनीक प्रदान करते हैं, जहाँ अशुद्धियाँ और उतार-चढ़ाव होते हैं। क्योंकि साइट पर सिद्धांतों से अधिक जटिल सच्चाई होती है।
[डिफेक्ट्स जिन्हें थर्मल एनालिसिस द्वारा सुलझाया जा सकता है]
हार्ड स्पॉट्स (Hard Spots), इन्क्लूजन
श्रिंकेज (Shrinkage), माइक्रो-पोरोसिटी, कंबाइंड पोरोसिटी
मिसरन (Misrun), कोल्ड शट्स (दोहरी परत/Oxide films)
कॉर्नर श्रिंकेज/क्रैकिंग, लीकेज (Leak)
मैकेनिकल प्रॉपर्टीज में गिरावट (टेन्साइल स्ट्रेंथ, प्रूफ स्ट्रेस, एलोंगेशन, हार्डनेस)
T6 हीट ट्रीटमेंट का काम न करना (हीट ट्रीटमेंट का असर न होना)
इन कई डिफेक्ट कारणों के अलावा, हाल ही में हाइड्रोजन गैस के साथ संबंध भी हमारे विश्लेषण के दायरे में है।
मटेरियल एनालिसिस और प्रोसेस ऑप्टिमाइज़ेशन सपोर्ट

फ्लो सिमुलेशन (Flow Simulation) के बावजूद कास्टिंग डिफेक्ट्स खत्म क्यों नहीं होते? क्योंकि एक बहुत महत्वपूर्ण कारक पर विचार नहीं किया जा रहा है।
दुनिया भर के इंगोट्स (Ingots) को समझने वाली विश्लेषण क्षमता हमने जापान, चीन, मध्य पूर्व और यूरोप जैसे देशों के एल्युमीनियम एलॉय इंगोट्स का विश्लेषण किया है। हर देश और निर्माता के इंगोट की अपनी "आदतें" होती हैं। जिन फैक्ट्रियों में ऑक्साइड या सिलिकॉन का प्रबंधन सही नहीं होता, वहां मौसम या लॉट (Lot) बदलने पर ही सामग्री के गुण काफी बदल जाते हैं।
"सस्ती सामग्री" से भी "अच्छे उत्पाद (Good Products)" बनाए जा सकते हैं इंगोट का थर्मल एनालिसिस करने से पता चलता है कि अच्छी कास्टिंग के लिए कौन सा मेल्ट ट्रीटमेंट (Melt Treatment) जरूरी है। लागत कम करने के लिए सस्ते इंगोट या 100% रिटर्न स्क्रैप (Return scrap) का उपयोग करने पर भी, थर्मल एनालिसिस से आप सबसे अच्छा विकल्प चुन सकते हैं।
तकनीक को संगठन में स्थापित करने के लिए ट्रेनिंग यदि आप चाहें, तो हम साइट सर्वे करेंगे और विश्लेषण के आधार पर सबसे अच्छे मेल्ट ट्रीटमेंट और उपायों के बारे में बताएंगे (Lecture)। तकनीक को शॉप फ्लोर पर मज़बूत करने के लिए हम नियमित फॉलो-अप ट्रेनिंग भी देते हैं।
सबसे पहले, कृपया इंगोट एनालिसिस का अनुरोध करें। यदि संभव हो, तो कृपया रिटर्न स्क्रैप और वर्तमान में उपयोग किए जा रहे फ्लक्स (Flux) को भी साथ भेजें। इससे हम आपकी फैक्ट्री की वास्तविकता के आधार पर एक अधिक सटीक डायग्नोस्टिक रिपोर्ट तैयार कर सकेंगे।
थर्मल एनालिसिस सिस्टम

वही प्रोफेशनल मशीन जो हम इस्तेमाल करते हैं, अब आपकी फैक्ट्री के लिए भी उपलब्ध है। इस सिस्टम का सबसे बड़ा फायदा है एल्युमीनियम मेल्ट क्वालिटी का "विज़ुअलाइज़ेशन (Visualization/संख्यात्मक मान)"।
अब ऑपरेटर के अंदाज़े या अनुभव पर निर्भर रहने की ज़रूरत नहीं है। प्रोडक्शन इंजीनियरिंग विभाग एक "पासिंग स्कोर (Quality Standard)" तय करता है, और शॉप फ्लोर उसका पालन करता है। इससे इंजीनियरिंग और कास्टिंग शॉप के बीच एक सामान्य "संख्या (Data)" में बातचीत संभव होती है, जिससे क्वालिटी स्थिर होती है और रिजेक्शन रेट (Rejection Rate) में भारी कमी आती है।
थर्मल एनालिसिस सैम्पलिंग कप

सटीक माप की शुरुआत एक सही 'सैम्पलिंग कप (Sampling Cup)' से होती है। KANAE के कप विशेष रूप से एल्युमीनियम मेल्ट के थर्मल एनालिसिस के लिए डिज़ाइन किए गए हैं। इसमें "रेत का आकार (Grain size), वजन और हीट डिसिपेशन स्ट्रक्चर" को ऑप्टिमाइज़ किया गया है और इसमें एक हाई-प्रिसिजन थर्मोकपल (Thermocouple) लगा है।
कास्ट आयरन (Cast Iron) वाले कप या बाज़ार में मिलने वाले सस्ते नकली कप (Imitations) से इतनी सटीक माप कभी नहीं मिल सकती।
सुपर रैपिड वैक्यूम सॉलिडिफिकेशन सिस्टम

असल में, वैक्यूम डिवाइस का काम गैस को अंदर रोककर उसका मूल्यांकन करना है। लेकिन, पारंपरिक मशीनों की वैक्यूम स्पीड धीमी होती है, जिससे धातु के जमने (Solidify) से पहले ही गैस सतह से बाहर निकल जाती है। यह बिल्कुल "बिना गैस की कोका-कोला (Flat Coke)" को टेस्ट करने जैसा है।
फैक्ट्री में अक्सर ऑपरेटर "बुलबुले फूटने" के डर से वैक्यूम स्पीड को और धीमा कर देते हैं, लेकिन यह गलत तरीका है। अगर धातु छलक रही है, तो यह सबूत है कि गैस बहुत ज़्यादा बची हुई है। अगर आप स्पीड कम करके गैस को निकलने देंगे, तो विश्लेषण में परिणाम "सही" दिखेगा, लेकिन असली कास्टिंग में गैस डिफेक्ट्स आएंगे। यह एक खतरनाक विरोधाभास है।
KANAE की "रैपिड वैक्यूम (Rapid Vacuum)" तकनीक गैस को निकलने का मौका नहीं देती, जिससे आप "असली गैस मात्रा (True Gas Content)" का सही मूल्यांकन कर सकते हैं।
स्ट्रेट ट्यूब फ्लूडिटी टेस्टर

ग्लास ट्यूब होने के कारण धातु का प्रवाह "दिखाई" देता है। मापना भी आसान है।
यह डिवाइस एल्युमीनियम मेल्ट की फ्लूडिटी (Fluidity/Flow length) और उस पर तापमान, ऑक्साइड या एडिटिव्स (Additives) के प्रभाव को जांचने के लिए है। इसकी सबसे बड़ी खासियत है इसके मापन हिस्से में Pyrex™ (हीट-रेसिस्टेंट ग्लास ट्यूब) का उपयोग।
पारंपरिक "स्पाइरल टेस्ट (Spiral Test)" में मानक नमूनों से तुलना करना मुश्किल होता है, लेकिन इसमें सैंपल को देखना और लंबाई मापना बहुत आसान है। यह परीक्षण की मेहनत कम करता है और अधिक सटीक तुलना (Accurate comparison) संभव बनाता है।
फ्लक्स फीडर (Flux Feeder)

हाथ से फ्लक्स ट्रीटमेंट (Manual Fluxing) को सही ढंग से करना आसान नहीं है। इसके लिए भट्ठी (Furnace) के तल से पूरी धातु को 10 मिनट तक लगातार हिलाना पड़ता है। यह काम ऑपरेटर के अनुसार बदलता रहता है और विशेष रूप से गर्मियों (Summer) में यह बहुत कड़ी मेहनत (Hard labor) वाला काम है, जिसमें चोट लगने का जोखिम भी होता है।
इस फ्लक्स फीडर (Flux Feeder) को लगाने के बाद, एक नया कर्मचारी (Fresher) या कम शारीरिक ताकत वाला व्यक्ति भी अनुभवी ऑपरेटर (Veteran) के बराबर क्वालिटी दे सकता है। हमने पुरानी मशीनों की समस्याओं जैसे "क्लॉगिंग (Clogging)" और "असमान डिस्चार्ज" को दूर कर दिया है। KANAE का यह "उपयोगी फीडर" काम का बोझ कम करता है, स्टाफ का नौकरी छोड़ना (Attrition) रोकता है, और काम के मानकीकरण (Standardization) को लागू करता है।
फ्लक्स (Flux)
एल्युमीनियम कास्टिंग का माहौल तेज़ी से बदल रहा है। ऊर्जा बचाने (Energy Saving) के लिए "होल्डिंग तापमान कम करना", "गीगा कास्टिंग (Gigacasting)" की ओर बदलाव, और इंगोट के स्रोत के आधार पर गुणों में अंतर जैसी चुनौतियाँ बढ़ रही हैं।
होल्डिंग तापमान में कमी (ऊर्जा की बचत)
मोल्ड तापमान में वृद्धि और कूलिंग साइकल में बदलाव
जटिल डिज़ाइन और गीगा कास्टिंग (Gigacasting)
उत्पादन देश या लॉट के अनुसार इंगोट क्वालिटी में भिन्नता (Variation)
पुरानी विधियाँ अब काम नहीं करेंगी। इन बदलावों को संभालने के लिए, KANAE ने अपने फ्लक्स (Flux) को पूरी तरह से नया रूप दिया है। सख्त थर्मल एनालिसिस और बार-बार साइट ट्रायल (Site Trials) के बाद, हम "आधुनिक कास्टिंग वातावरण" के लिए ऑप्टिमाइज़ किए गए फ्लक्स प्रदान करते हैं।
ग्रेन रिफाइनर और मॉडिफायर

अशुद्धियों को कम से कम करने वाले हाई-ग्रेड रिफाइनर और मॉडिफायर
हम एल्युमीनियम कास्टिंग के लिए ग्रेन रिफाइनर (Ti-B) और विभिन्न मॉडिफायर (B/Sr/Be आदि) प्रदान करते हैं। KANAE केवल उन उच्च गुणवत्ता वाले उत्पादों को चुनता है जिनमें अशुद्धियाँ (Impurities) बहुत कम होती हैं और जो श्रिंकेज (Shrinkage) और लीकेज (Leakage) को रोकने में कारगर हैं।
एडिटिव्स (Master Alloys) से होने वाले डिफेक्ट्स के जोखिम को हटाकर, हम आपकी ज़रूरत के अनुसार सटीक माइक्रोस्ट्रक्चर कंट्रोल (Microstructure Control) सुनिश्चित करते हैं। यह उन फाउंड्रीज़ के लिए प्रोफेशनल-ग्रेड (Professional Grade) उत्पाद हैं जो वास्तव में कास्टिंग डिफेक्ट्स को कम करना चाहते हैं।
Casting Clinic! ~ Ask Kanae ~
Characters
Nagisa (Second-year member of the foundry department) - Bright and positive. Never gets discouraged by failures and tackles improvements head-on. Curious and quick to jump on new technologies. Talks a bit fast and wears her emotions on her sleeve. A STEM girl who loves numerical analysis. A note-taking fanatic who's detail-oriented. The protagonist who deepens her understanding through hands-on experience while being amazed by the insights LEIBNIZ reveals.
Yamasaki (President of Yamasaki Light Alloy Casting) - Late 50s. President of the company. Strict about numbers and quality, but a person of great depth who celebrates his employees' growth more than anyone. Tough in meetings, gentle on the shop floor. Enjoys driving and gardening as hobbies. Exceptionally strong in data management. The key person behind LEIBNIZ's adoption. The discerning leader who guides critical business decisions throughout the story.
Minato (Casting Department Manager) - Head of the foundry department. Over 20 years of field experience. Practical and straightforward with a hands-on approach. Values experience over theory but understands the importance of rational thinking. Strict yet caring toward younger staff. Enjoys fishing and golf as hobbies. Though initially conservative about KANAE's technology, he comes to appreciate Nagisa's growth and LEIBNIZ's thermal analysis, eventually becoming more proficient with it than Nagisa herself.

Kanae (Chief Engineer at KANAE Hi-Tec) - Technical support engineer at KANAE Hi-Tec. Explains things carefully and logically. An enthusiast who deeply loves thermal analysis with a true otaku spirit. Passionate about statistical mathematics and Python. Serves as both product guide and friendly face. Provides technical reassurance as the explainer throughout the story.
Episode 1 Challenges for Nagisa and Minato

Nagisa: "Another shrinkage cavity... The client pointed out hard spots, so we added more flux and worked hard on the treatment, but why aren't they decreasing...?"
Minato: "Still glued to that little book of yours, Nagisa? In the real world, experience is king. I understand the urge to innovate, but if the defect rate goes up, it's on your head. You get that, right?"
Nagisa: "Chief! The melt temperature and casting conditions are unchanged. Even with that massive increase in flux, the problem persists. It’s strange... We must be overlooking something."
Minato: "Chasing that ‘overlooked something' is a never-ending game. That's just how aluminum works. Always has been."

Minato: "Anyway, I'll fine-tune the next batch with my 'gut-puter.' You sit this one out, Nagisa."
Episode 2 Presidens Yamasaki and XX Industrial’s Sales Rep

Yamasaki: "I ordered a fix for the casting defects, but the rate is up again. It’s eating into our profits, plus we have to cover machining costs and broken tooling. With this many returns, we can't re-melt it all, and scrap value is peanuts. I've told Minato until I'm blue in the face that lot variation is fatal. It stops the client's line and destroys trust. They haven't exploded at us yet, but it's a ticking time bomb..."

Yamasaki: "We need to break through the limits of experience-based quality control."
Alright, decided. We're going to try the technical advisory service that Ohtani from XX Industrial Supply & Solutions introduced. His confident pitch really stuck with me: 'The fees might seem high at first, but with fewer defects, it pays for itself in no time. Plus, it builds your staff's wisdom, so it pays dividends in the long run.'

Ohtani: "Hello, XX Industrial, Ohtani speaking. Good afternoon, President! What can I do for you today? Oh, by the way, did you try that flux sample I left? Worked like a charm, didn't it?"
Yamasaki: "Ah, hello, Shohei. Actually... Minato insists on playing it safe with the usual stuff, so we haven't tried it yet. More importantly, remember that technical support service you introduced? I’d like to request that. We tried increasing the flux, but it’s just not working."
Episode 3 KANAE

"Mr. Ohtani informed me that you're looking to incorporate new insights and technologies into your aluminum casting. Today, I’ll start by explaining melt quality control using Thermal Analyzer, followed by an on-site trial. I understand you also want to test flux and feeder, depending on the results. This is a paid service, so I will conduct a thorough investigation. However, real mastery takes time—so to truly internalize the know-how, I highly recommend considering our annual technical support contract."

Kanae: "Oh, I haven't introduced myself properly! I'm Kanae from KANAE Hi-Tec. It's a pleasure to meet you all!"
Minato: "Right, Ms. Kanae. Yeah, yeah, nice to meet you." (Just another run-of-the-mill consultant. What kind of nonsense did she fill the President's head with? I bet I'm in for a lecture on useless academic theory. I don't buy this for a second! I told the boss I would handle this...!)
Nagisa: "Wait, Kanae... from KANAE Hi-Tec!?" (Yay! I just love learning new things! This is so exciting!)
Kanae: "Yup, that's me! Let's do this!"

Kanae: "Alright, let's go over melt quality control using Thermal Analyzer. You're familiar with the Aluminum-Silicon phase diagram, right?”

Kanae: "See this white line on the left? That's the standard Al-Si phase diagram you know. This is theoretical data based on pure materials, tested in a clean lab with controlled temperature and humidity. However, real production ingots contain impurities—even within JIS or ASTM specs—which shifts the curve to the red line.
In other words, it’s not solidifying at the temperature you assume. And you know exactly what kind of defects arise from delayed solidification. After all, we don't cast in a lab; we cast in the real world. Don't you think so, Mr. Minato?"
"The red phase diagram on the left connects to the cooling curve on the right via these blue dotted lines. Basically, the cooling curve shows the real temperature changes from the phase diagram, plotted over time on the X-axis. The Y-axis is temperature, just like in the diagram. You can clearly see the primary crystals and eutectic of AC4CH appearing on the curve.
T-h-i-s is the 'unfolded view' that reveals exactly what the aluminum and silicon are doing—something you won't find in any textbook. By the way, we aren't just doodling curves for fun. We're performing precise measurements and calculations. Take a look at the next figure."
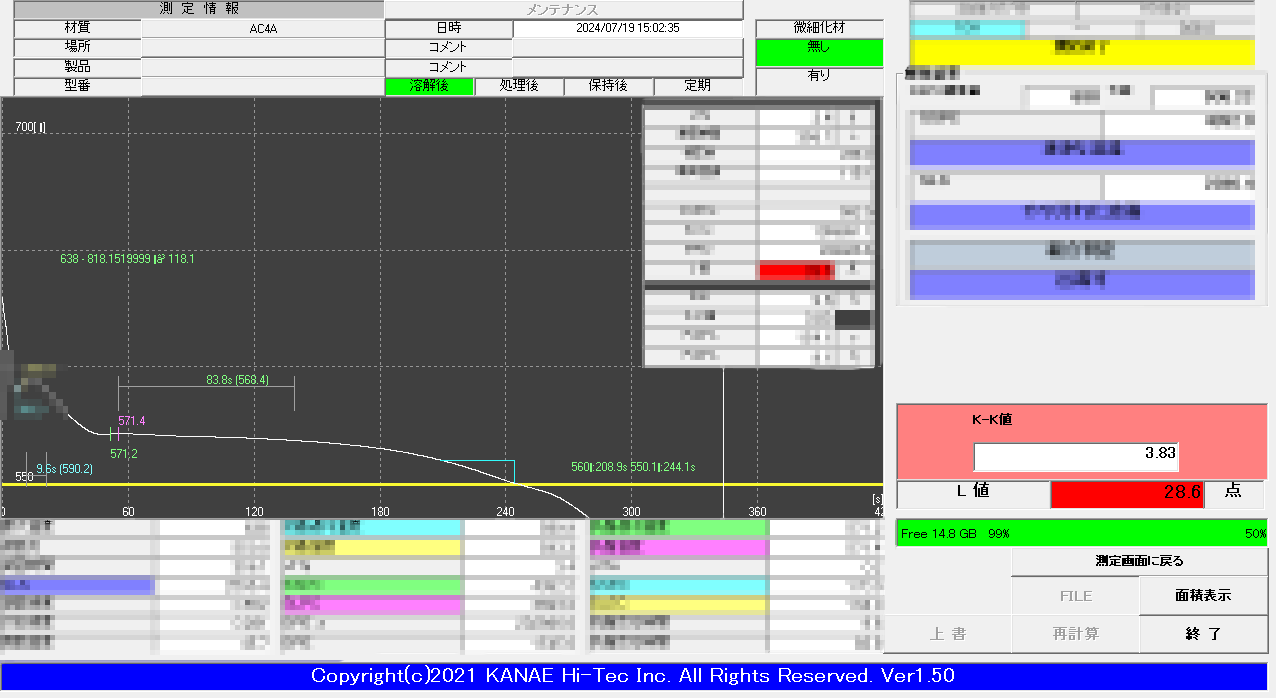
Kanae: "This screen shows an actual analysis. I've blurred out the specific metrics and calculations here for confidentiality, but for example, we are analyzing oxides and nucleation potential. The levels of these elements have a huge impact on casting defects."
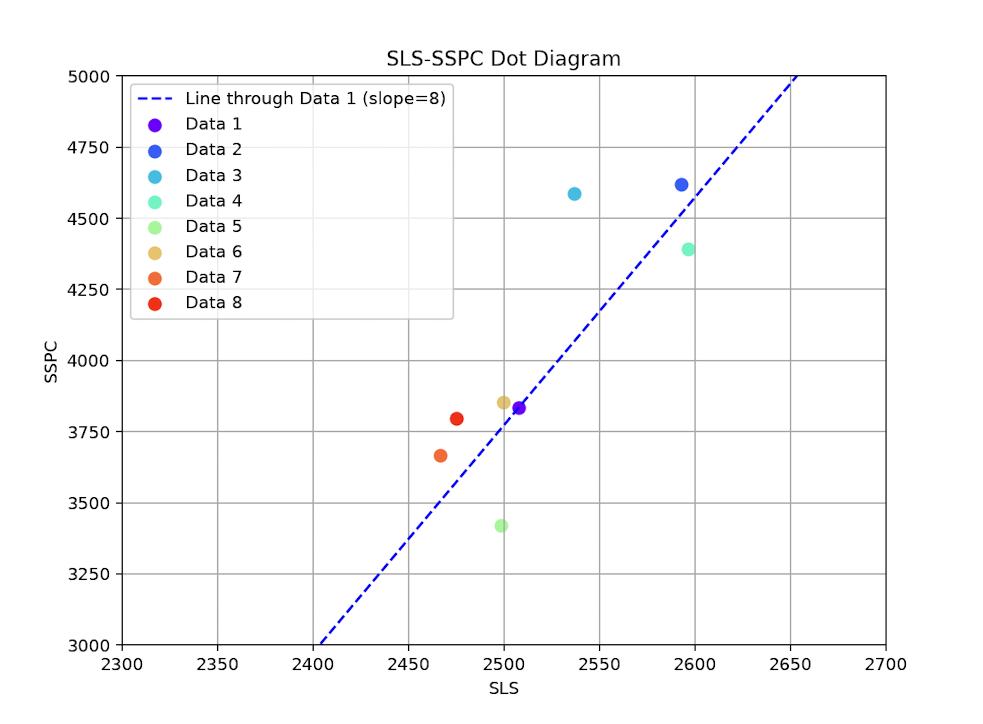
Kanae: "This is a free Python script we've released. Simply input the coordinates (x=SLS, y=SSPC) for each analysis, and it generates a Dot Diagram like this. I’ll cover how to evaluate the results in a future Episode, but basically, by tracking the movement of these dots, you can see whether the melt quality is improving or degrading. This allows for scientific selection of ingots and flux, as well as optimization of flux quantities and processing methods. Even if you're sourcing lower-cost materials, this tool helps you identify which options are least likely to cause defects."
"SLS and SSPC are proprietary metrics. SLS relates to 'Local Solidification Time,' while SSPC relates to 'Supercooling.' If the theory sounds complex, don't worry. Just use the free Python program to input the numbers, and it will plot this graph for you. It runs on smartphones and tablets, so feel free to customize and use it however you like!"
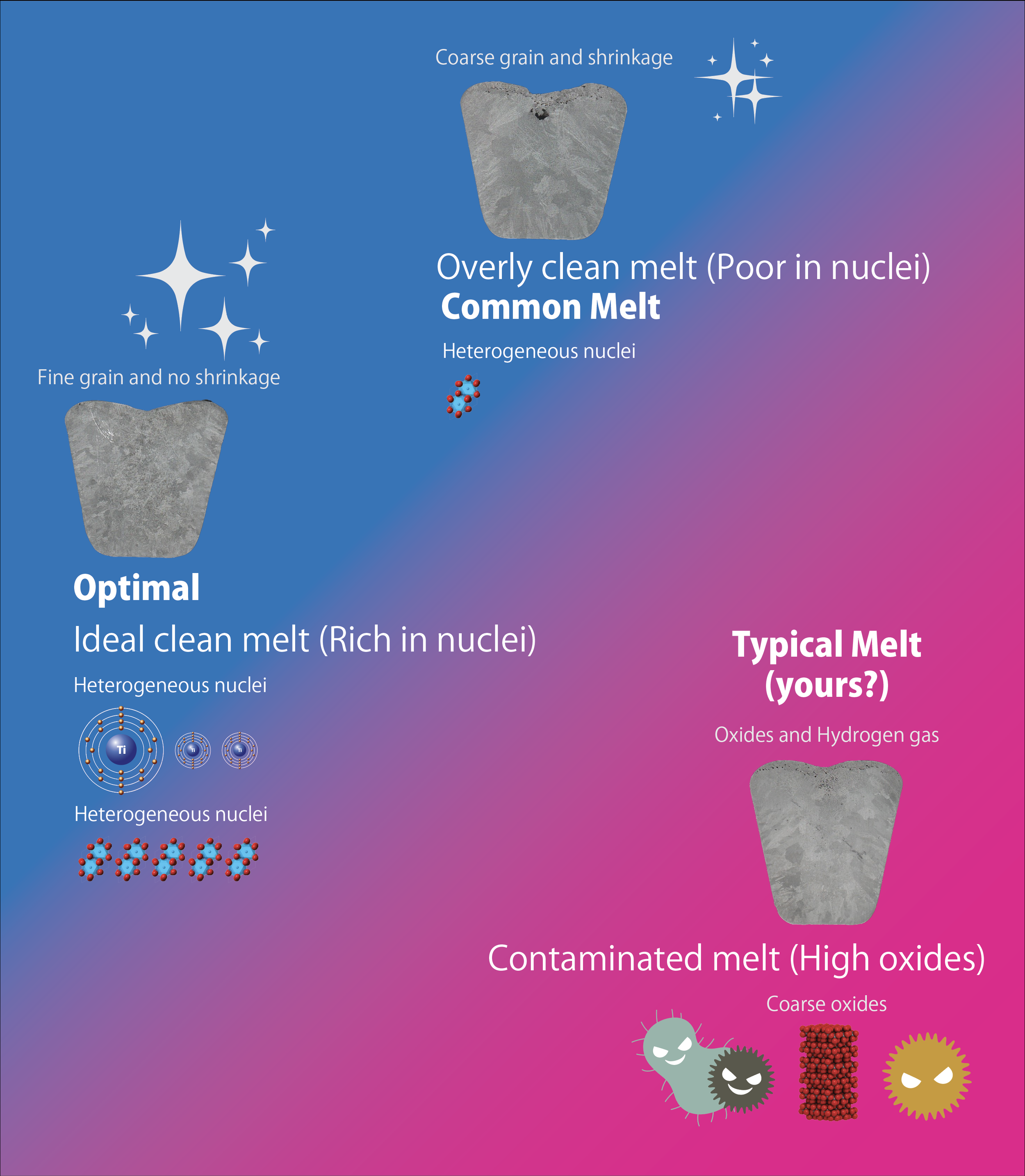
"Every melt can be mapped into these zones. The ideal target zone depends on your alloy composition, gating design, equipment, and casting parameters.
So... where does your melt fall?"
Kanae: "Shall we head to the shop floor?"
Yamasaki: "Ms. Kanae, thank you for the fascinating insights. Please proceed with the plan. I'll leave the rest in the Chief and Nagisa's hands."
Episode 4 On-site demonstration
Minato: "So, what exactly are you gonna do?"
Nagisa: "Chief, never mind that. Just move the skimming tool, please."

Nagisa: "So, this is the 'Leibniz' Thermal Analyzer!!"
Minato: "I moved the tools."
Nagisa: "Good job, Chief! You're very handy today."
Kanae: "Anyway... I'll just plug into this 220-240V outlet. I'm connecting the thermocouple cable to the built-in temp controller... and placing the sampling cup on the stand."
Kanae: "This melt was treated with your standard amount of flux, correct? Alright, pouring the melt into the cup now..."

Kanae: "The trick to high accuracy is to pour in one smooth motion—don't hesitate—and let it overflow. Then, cover it with a pail to shield it from the wind and ambient temperature. This ensures consistent results, whether it's summer or winter."
5 minutes later

Nagisa: "So, what's the verdict?"
Kanae: "Just as I suspected, the melt is dirty. I could tell just by how the melt reacted when I moved the ladle through the crucible, but the oxide levels are high. There are actually two types of oxides, but I'll explain that another time. The cause is either insufficient flux, or the flux itself isn't working. Shall we try adding more flux, treating it, and measuring again? If the results get worse after that, it means this flux is ineffective."
Re-analysis after re-treatment

5 minutes later
Kanae: "I hope you don't take this the wrong way, but your flux might be ineffective—or simply the wrong type. It relates to those 'two oxide types' I mentioned. If the flux were working, it would remove the harmful oxides, so this number would be lower. Meanwhile, it would enhance the nucleation sites, making that one higher. If you had zero defects, it wouldn't matter. But since you do, they won't go away unless we fix this. Looking at these numbers... aren't you seeing gas defects and misruns? It also suggests internal residual stress, so... deformation after machining?"
Minato: "You can figure that out from just this?"
Kanae: "Yes. Plotting the values on the SLS-SSPC matrix reveals it all."
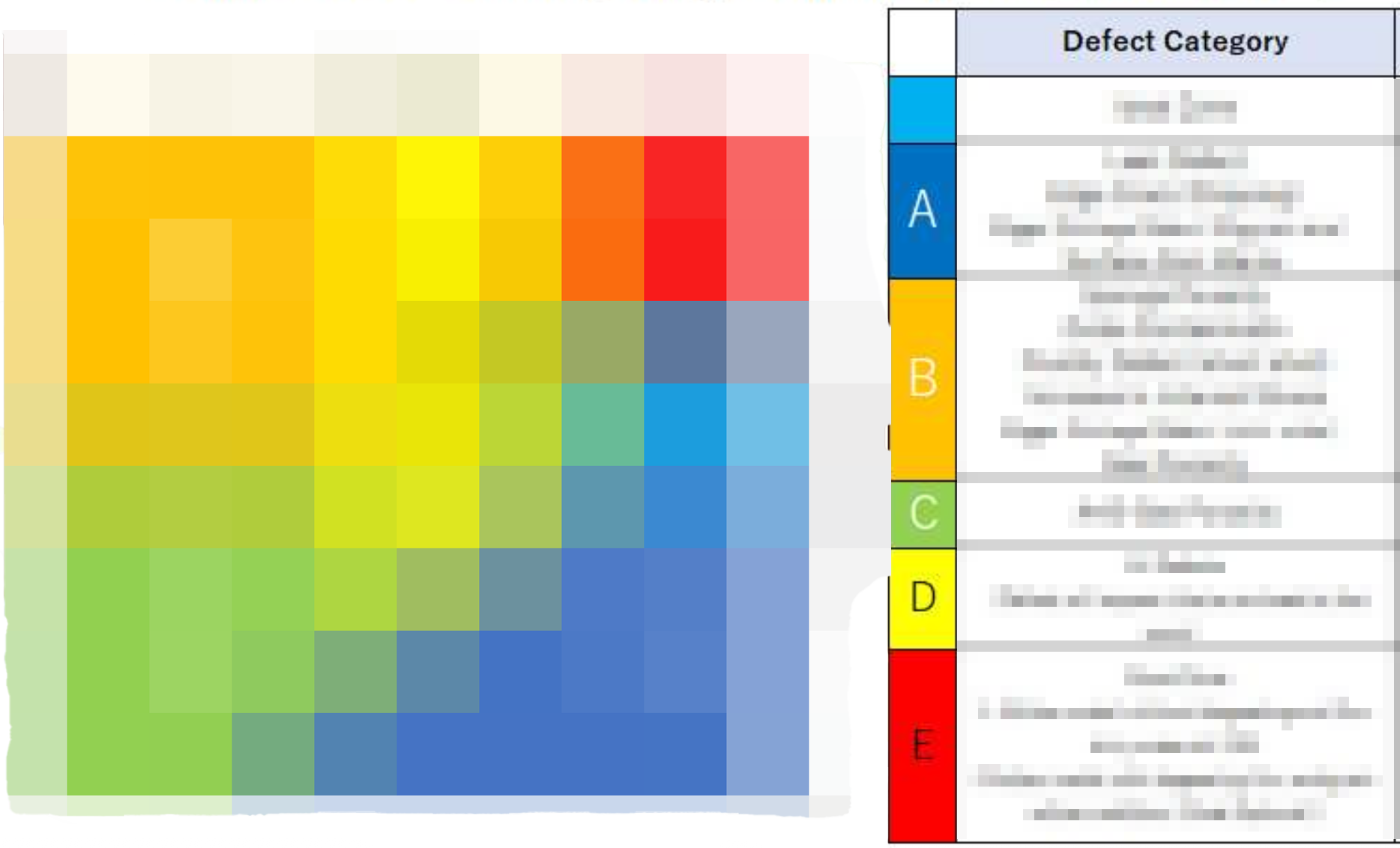
SLS-SSPC Matrix
カナエ:「先ほど会議室で見ていただいた、これです.それから...」

Kanae: "It's common knowledge that sodium-based fluxes shorten the lifespan of crucibles and furnaces. I'll spare you the technical details for now, but they actually leave traces in the melt, too. We’re seeing a characteristic curve here that indicates exactly that. This means the Silicon is being affected... which implies your tensile strength is likely being compromised."
Episode 5 Solutions

Kanae: "I actually brought our own flux and flux feeder today. Ours is highly effective, with none of those harmful side effects. So, let's treat the melt with this and analyze it again in the same way."
To be continued…
Coming Up Next
Flux Selection and Optimal Addition Rates
The Difference Between "Settling" and "Holding"
Ingot Selection Strategy
Understanding the K-Mold Fracture Test
Effective Use of Ti-B Grain Refiners
Rotary Degassing Equipment
Degassing Units with Integrated Flux Feeders
Reduced Pressure Test (RPT) Equipment
Fluidity Testing Equipment
SEM Analysis and Mechanical Property Testing
Producing High-Quality Castings Using 100% Returns via Thermal Analysis
ब्रोशर / Brochures

English

<New!> 2024.11 Revised

<New!> 2025.7

<New!> 2024.11 Revised

<New!> 2024.11 Revised

<New~!> 2024.11 Revised